







")
")







































Dans les procédés de fabrication (par exemple des API), il est primordial d’utiliser des filtres conçus et fabriqués selon les codes de calculs internationaux (ASME VIII, EN13445 et PD5500), en conformité avec la directive ATEX et la Directive Européenne des Equipements Sous Pression (2014/68/UE).
Dans les procédés de fabrication (par exemple des API), il est primordial d’utiliser des filtres conçus et fabriqués selon les codes de calculs internationaux (ASME VIII, EN13445 et PD5500), en conformité avec la directive ATEX et la Directive Européenne des Equipements Sous Pression (2014/68/UE). Idéalement, il convient de sélectionner des produits de fabricants accrédités pour l’auto-certification au Module H de la DESP.

La Directive Européenne « Equipements Sous Pression » (DESP) a pour but le rapprochement des exigences réglementaires des différents Etats membres de l’Europe en ce qui concerne la mise sur le marché de ces équipements. Il s’agit d’une « Directive Nouvelle Approche » : la conformité à ces exigences se traduit par un marquage CE, autorisant une libre circulation du bien en Europe.
La Directive « Equipements Sous Pression » a fait l’objet d’une refonte en juin 2014 pour mise en application des principes du « New legislative Framework ». La nouvelle Directive porte le numéro 2014/68/UE et est pleinement applicable depuis juillet 2016.
Les changements principaux concernent les règles autour des organismes notifiés, la classification des fluides dangereux selon le Règlement CLP 1272/2008/CE (applicable en juin 2015) ainsi que des responsabilités accrues pour les intermédiaires (distributeurs par exemple).
Les codes ASME VIII (américain), EN13445 (européen) et PD5500 (britannique) sont des codes proposant des règles de conception, de calcul, de construction et d’inspection pour les appareils à pression. D’une manière générale, les codes européens ont une approche moins conservatrice, permettant de concevoir, en définitive, des appareils à pression plus légers que ceux conçus par les codes ASME (mais avec procédures et de processus d’examens plus sévères).
Quand il n’y a pas de contre-indication, il convient généralement d’installer des corps de filtre en acier inoxydable. Par l’ajout de molybdène (2 à 3%) offrant une meilleure résistance à la corrosion, on utilise quasi-préférentiellement la nuance 316L (aussi appelé 1.4404). Par ailleurs, et permettant donc de concevoir à façon, il est amagnétique, on peut le travailler à froid et est facilement usinable.
 Tellement conventionnel qu’il est extrêmement aisé de trouver dans le commerce, et donc de pouvoir intégrer, tous types de connections :
Tellement conventionnel qu’il est extrêmement aisé de trouver dans le commerce, et donc de pouvoir intégrer, tous types de connections :
- Taraudées (BSP, NPT, etc…)
- Brides (EN1092-1, ANSI 150#, DIN2633,
- Tri clamp, SMS, RJT, IDF, DIN11851, …
Considérant des productions discontinues, soit par batch de relativement faible volume, les vitesses de transfert autorisent très souvent à employer des corps de filtre avec un seul élément filtrant, et donc un volume interne assez modeste (typiquement inférieur à 10 litres).
A part d’autres avantages, économiques entre autres, les volumes résiduels après colmatage seront réduits, minimisant les expositions auprès des opérateurs de maintenance et les pertes de produits.
Le choix du matériel se fait principalement en fonction des conditions de service (débit, pression, température) mais peut également être dicté par des considérations sécuritaires, ergonomiques ou autres.
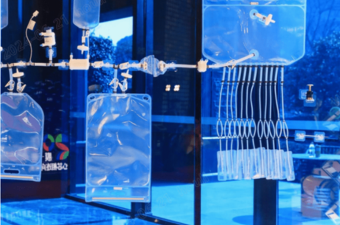
Pour la même application, et à performance de filtration identique, on peut par exemple utiliser une des 3 solutions suivantes :
 |
|
 |
| 1 Standard | 2 ClearView | 3 ClearView |
|
Le premier 1 est celui que l’on rencontre dans la majorité des cas (aux dimensions et natures des connections près bien sûr, il faut le voir comme une allure générale). |
Le deuxième 2, nommé ClearView, s’avère très efficace lorsque la propreté du fluide nécessite une surveillance visuelle en ligne ou faire un premier contrôle, quand on suspecte éventuellement un problème, sans interrompre le débit aval et sans ouvrir le corps de filtre. | Le troisième 3, nommé ClearView, a été développé pour répondre au défi croissant de protéger l’opérateur et l’environnement de travail. |
Ainsi le bon dimensionnement et le bon design ne sont pas uniquement la résultante de codes de calcul de construction, basés sur des données uniquement analytiques (nature du fluide, pression, température, etc.) mais peuvent aussi intégrer des prescriptions annexes.
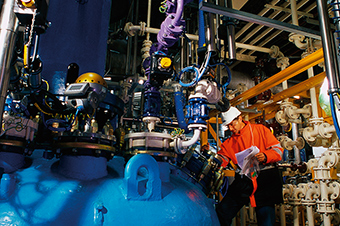
Soucieux parfois d’améliorer la productivité, ou dans le cadre de productions continues, les vitesses de chargement des réacteurs peuvent être significativement plus élevées. Dans ce cas, on utilise des corps de filtre multiéléments. Leur nombre (et donc par exemple la surface filtrante résultante) est fonction essentiellement du débit et de la concentration particulaire du fluide.
 |
 |
Corps de filtre multi cartouches
Malheureusement, certains process emploient des solvants qui ne sont pas compatibles avec les aciers inoxydables. Il faut alors envisager d’autres solutions.
Selon les différents paramètres opératoires, les designs souhaités, les concessions possibles et les budgets alloués, on s’oriente soit sur des revêtements, soit sur des matériaux polymères (PP, PVDF, GRP, PFTE, etc…), soit sur des alliages métalliques exotiques (Hastelloy C22, Super Duplex, etc…) … soit enfin sur des solutions ultimes (tantaline®).
En savoir plus sur les hautes performances de cet alliage






