














































La chimie fine élabore, à partir d’intermédiaires organiques ou minéraux, des molécules complexes, résultant de nombreuses réactions chimique en série. Les unités industrielles correspondantes fonctionnent généralement en discontinu, par production de lots.
Elles mettent en œuvre des séries de réactions complexes avec de très fréquents changements opérationnels (natures des solvants, conditions de pression et de température, etc.). La filtration, au sens large du terme, touche aux matières premières, aux intermédiaires et aux produits finis, et participe donc intrinsèquement aux procédés.
L’une des composantes de la filtration dans la production des API est la gestion des utilités. Le terme générique « utilités » désigne d’une part les moyens généraux nécessaires au fonctionnement d’une installation industrielle tels que l’eau, l’électricité, la vapeur haute et basse pression, le gaz, l’air comprimé, etc, et d’autre part l’ensemble des installations permettant de les produire. Il faut donc pouvoir fabriquer les eaux de process, les eaux de rinçage, de la vapeur « propre », des gaz (air comprimé, azote, etc.) « propres ». Dans tous ces process spécifiques, la filtration joue un rôle indispensable.
 La pharmacopée européenne distingue trois niveaux de purification en fonction des applications : l’Eau Purifiée (EP), l’Eau Hautement Purifiée (EHP), et l’Eau Pour Préparation Injectable (EPPI). Ces trois niveaux de purification sont physiquement très proches et correspondent à un faible niveau de conductivité. Elles se distinguent essentiellement par leur niveau de propreté microbiologique croissant.
La pharmacopée européenne distingue trois niveaux de purification en fonction des applications : l’Eau Purifiée (EP), l’Eau Hautement Purifiée (EHP), et l’Eau Pour Préparation Injectable (EPPI). Ces trois niveaux de purification sont physiquement très proches et correspondent à un faible niveau de conductivité. Elles se distinguent essentiellement par leur niveau de propreté microbiologique croissant.
La filtration frontale ou tangentielle, intervient dans tous les domaines des processus de traitement de l’eau, sur l’eau brute, en sortie de lit de charbons, en protection de lampes UV, en protection de membranes d’osmose inverse, en filtration finale avant distribution, etc.
Il faut distinguer la filtration particulaire, dont le but est d’éliminer les particules insolubles encore présentes dans l’eau de la filtration microbiologique, utilisée pour le contrôle des charges biologiques (bactéries, endotoxines, etc.).
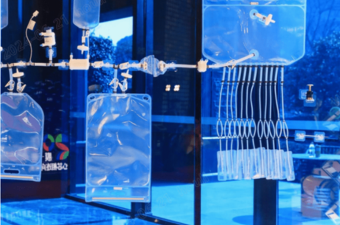
 Les besoins importants d’apport d’eau, associés à la limite des capacités de stockage, font qu’en général les débits peuvent être relativement élevés (jusqu’à plusieurs dizaines de m3/h). Dans ce cas, pour la rétention particulaire, qui impose moins de contraintes sanitaires pour les corps de filtre, on préfère de plus en plus les éléments filtrants à haute surface filtrante.
Les besoins importants d’apport d’eau, associés à la limite des capacités de stockage, font qu’en général les débits peuvent être relativement élevés (jusqu’à plusieurs dizaines de m3/h). Dans ce cas, pour la rétention particulaire, qui impose moins de contraintes sanitaires pour les corps de filtre, on préfère de plus en plus les éléments filtrants à haute surface filtrante.
Typiquement, une cartouche filtrante de cette gamme donne une surface de 7 m² pour une hauteur de 40’’ (et généralement disponible jusqu’à 60’’). Pour rappel, une cartouche conventionnelle de même hauteur se situe plutôt autour de 2 m².
Outre le fait que les opérations de maintenance sont facilitées (moins de filtres à remplacer), un des points majeurs réside dans le contrôle du dimensionnement et donc d’un encombrement optimisé (enjeu important si l’on considère qu’il faut circonscrire, autant que faire se peut, la surface de ces unités de production).
Les éléments filtrants doivent obligatoirement répondre aux exigences des textes relatifs à la rétention bactérienne. Ceci a été précisé par la FDA dans « Guideline on Sterile Drug Products produced by Aseptic Processing », juin 1987 qui stipule : « Une fois qu’un processus de filtration est correctement validé pour un procédé et un filtre donné, il est important de s’assurer que les remplacements de filtres identiques (membrane ou cartouche) utilisés dans les cycles de production fonctionneront exactement de la même manière.
Une façon d’y parvenir est de corréler les données de performance du filtre avec les données du test d’intégrité du filtre. Normalement, le test d’intégrité du filtre est effectué après montage et stérilisation de l’unité de filtration et avant utilisation. Plus important encore, ces tests doivent être effectués après utilisation afin de détecter toute fuite ou dégradation ayant pu avoir lieu pendant la filtration ». Pour atteindre cet objectif, il faut prouver la corrélation entre la rétention des bactéries et un test d’intégrité non destructif.
 |
 |
A Savoir :
La plupart des fabricants utilise le protocole basé sur la procédure documentée dans le chapitre « Standard Test Method for Determining Bacterial Retention Of Membrane Filters Utilised For Liquid Filtration » (ASTM F838-83 supersedes HIMA Document No.3 Vol.4, April 1982, « Microbial Evaluation of Filters for Sterilising Liquids”). La bactérie conventionnellement utilisée dans ce challenge est la Brevundimonas Diminuta (Pseudomonas Diminuta) (ATCC19146) et l’abattement doit être à minima de 107 organismes/cm², ou LRV (Log Reduction Value) > 7.
![]() Un autre challenge doit être aussi relevé : maintenir la qualité de l’eau stockée. Pour ce faire, on utilise des membranes hydrophobes. Soit, lorsque des tests d’intégrité sont prévus dans la vie du filtre, une membrane 100% PTFE ; soit une membrane imprégnée de PTFE (mais dans ce cas, pas de test d’intégrité possible).
Un autre challenge doit être aussi relevé : maintenir la qualité de l’eau stockée. Pour ce faire, on utilise des membranes hydrophobes. Soit, lorsque des tests d’intégrité sont prévus dans la vie du filtre, une membrane 100% PTFE ; soit une membrane imprégnée de PTFE (mais dans ce cas, pas de test d’intégrité possible).
Ne nous trompons pas : la performance, au regard du challenge bactérien, de ces deux membranes est strictement identique. On utilise les mêmes membranes validées pour les liquides. En effet, l’efficacité est supérieure en phase gazeuse. Ceci est dû au mouvement brownien très supérieur des particules aéroportées par rapport aux particules présentes dans les liquides.
Conclusion
Quels que soient les choix techniques, industriels et commerciaux, il faut conserver à l’esprit qu’un API est l’élément principal d’un médicament. A ce titre, un API va donc agir directement sur nos organismes.
L’assurance de la qualité est évidemment donnée par les Bonnes Pratiques de Fabrication (BPF ou GMP pour Good Manufacturing Practices) et toutes les réglementations internationales (pour mémoire, l’industrie pharmaceutique est la plus soumise d’entre toutes à des réglementations légalement opposables). Et pourtant, dans ce cadre rigide, plusieurs approches sont possibles dans la gestion de la filtration, ou devrions-nous dire des filtrations.
Découvrez comment optimiser vos process de filtration dans la production d'API









